- Der 3D-Druck eröffnet auch Heimwerkern ein riesiges neues Spektrum. Dazu gibt dieser Bericht viele Basisinformationen zur Hardware, Software und Anwendung.
- Ein Glossar mit Erklärungen zu den Fachbegriffen aus dem 3D-Druckbereich hilft dabei, Anleitungen und Beschreibungen besser zu verstehen.
- Die Filamente, mit denen gedruckt wird, werden ebenso vorgestellt wie eine Tabelle mit den passenden Temperaturen, die sehr hilfreich für eine exakte Einstellung ist.

3D-Drucker kaufen
Bei der Entscheidung für einen 3D-Drucker hilft unsere Kaufberatung, für die verschiedene Modelle genau unter die Lupe genommen wurden. Wer noch ganz weit davon entfernt ist, kann erste manuelle Erfahrungen mit einem 3D-Stift sammeln.
Der 3D-Druck ermöglicht es, jedem privaten Anwender relativ kostengünstig eigene Modelle komplizierter Formen herzustellen, die industriell nur mit teuren CNC-Maschinen oder in umständlicher Handarbeit möglich wären. Das erweitert die Möglichkeiten erheblich..
Ein geplantes Projekt zu dem spezielle Teile fehlen! Das geliebte Kinderspielzeug funktioniert nicht mehr, weil ein Kunststoffteil gebrochen ist! Kein Problem – mit einem 3D-Drucker lassen sich auf kleinstem Raum Kunststoffteile selber fertigen. Angst vor komplizierter Technik muss dabei keiner haben.
Wichtig sind Grundkenntnisse mit Grafikprogrammen. Sie helfen, sich schnell in der Software zur Modellerstellung zurecht zu finden.
1. Was kostet der 3D-Drucker?
Ob sich die Investition in einen 3D-Drucker lohnt, hängt – wie bei jedem Hobby – vom eigenen Interesse und dem anschließenden Nutzen ab.
Ehe man sich einem Hobby widmet, stellt sich die Frage: Kann ich mir das leisten und rentiert es sich? Beide Fragen sind in diesem Fall nur schwer zu beantworten.
Der 3D-Druck setzt eine gewisse technische Umsetzung voraus, die es nicht geschenkt gibt. Der erste Einstieg ist jedoch für jeden zu finanzieren.
Einfache 3D-Drucker sind bereits für weniger als 200 € zu bekommen, Grenzen nach oben gibt es jedoch keine. Gute und einfach zu bedienende Geräte liegen bei knapp unter 1.000 €.
Sofort in ein teures Gerät zu investieren wäre der falsche Weg. Auch ein Modelleisenbahner kauft nicht gleich die teuerste Anlage, sondern fängt klein an, steigert sein Interesse oder verwirft das Hobby.
Ein 3D-Drucker für 1.000 € wäre hierbei ein sehr teures Lehrgeld. Mit rund 200 bis 250 € ist der Einstieg in den 3D-Druck jedoch möglich und schafft die Basis für viele Druckarbeiten. Wird das Hobby intensiv betrieben, kann später zu größeren Geräten gegriffen werden.
2. 3D-Drucker nutzen: Wie funktioniert das Verfahren des 3D-Druckens?
Bevor wir uns dem Vorgang des 3D-Druckens an sich widmen, möchten wir Ihnen zunächst einen Überblick über Funktion und Technik eines 3D-Druckers geben. Um die sich an dieses Kapitel anschließende Anleitung besser zu verstehen, können Sie auf ein Glossar mit Erklärungen zu den Fachbegriffen aus dem 3D-Druckbereich zurückgreifen.
2.1. Was versteht man unter CNC-Technik?
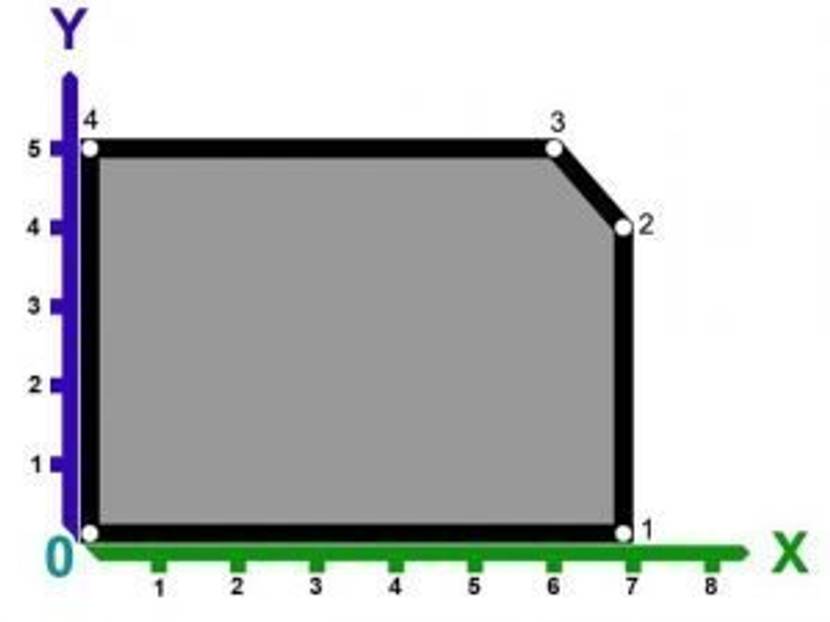
Das Werkstück wird mittels Koordinatensystem programmiert.
CNC steht für Computerized Numerical Control oder auf deutsch rechnergestützte numerische Steuerung. Was kompliziert klingt, kann recht kurz zusammengefasst werden. Ein Computer weist eine Werkzeugmaschine an, mit ihrem Werkzeug einen bestimmten Punkt anzufahren.
Viele aufeinander folgende Befehle ergeben so ein komplettes Programm, wonach die Werkzeugmaschine in der Lage ist, ein komplettes Werkstück zu fertigen. Tiefer muss in das Thema für den 3D-Druck nicht oder nur bedingt eingedrungen werden.
Es hilft jedoch die Arbeitsweise zu verstehen und bei Bedarf gezielt in das Programm einzugreifen. Das kann hilfreich sein, wenn ein Halt für einen Farbwechsel eingefügt werden soll.
Die Basis der CNC-Steuerung liegt auf sogenannten G-Befehlen und dem Koordinatensystem mit mindestens 2 Achsen. Der 3D-Drucker nutzt, wie der Name bereits sagt, 3 Achsen.
Ein einfaches Beispiel mit zwei Achsen soll die Funktion näher erklären: Das gezeigte Werkstück liegt im Ursprung des Koordinatensystems an und beginnt damit beim Punkt X0 Y0. Entlang der X-Achse ist es 7 cm lang, erreicht rechts unten den Punkt X7 und bleibt in Y auf 0, woraus sich die Position X7 Y0 (Punkt 1) ergibt. Der nächste Punkt verschiebt sich auf der Y-Achse um 4 cm, bleibt dabei jedoch auf X7. Erreicht wird die Position X7 Y4 (Punkt 2). Bei der anschließenden schrägen Bewegung ändert sich der X- und der Y-Wert auf die Position X5 Y6 (Punkt 3). Zurück geht es zum Ursprung der X-Achse (Punkt 4) und mit dem Weg auf X0 schließt sich das Teil.
Beschrieben wurde hier nur die Kontur, die ein 3D-Drucker in einer Schicht abfahren würde. Um daraus einen Körper zu machen, muss der Druckkopf auch nach oben fahren, was die dritte Achse beschreibt.
Die Koordinaten würden bei einem 5 cm hohen Teil an der Unterkante X0 Y0 Z0 und an der Oberkante im Koordinatenursprung X0 Y0 Z5 lauten.
Kombiniert werden die Positionen im Koordinatensystem mit einem Programm aus G-Befehlen. Diese setzen sich aus dem Eilgang ohne Bearbeitung G0, dem Vorschub mit Bearbeitung G1 und weiteren Befehlen zusammen, die Konturen beschreiben und Werte für die Maschine festlegen.
Die Verfahrwege des Druckers sind gut zu erkennen.
Zum Verständnis reicht es in erster Linie jedoch die einfachen Verfahrbefehle zu kennen. Anhand des Beispieles würde sich folgendes kurzes Programm ergeben.
- G0 X0 Y0 Z0 (Startpunkt im Eilgang anfahren)
- G1 X7 (im Vorschub auf Punkt 1)
- G1 Y4 (im Vorschub auf Punkt 2)
- G1 X6 Y5 (im Vorschub auf Punkt 3)
- G1 X0 (im Vorschub auf Punkt 4)
- G1 Y0 (im Vorschub zum Startpunkt)
- G0 Z10 (im Eilgang 10 cm von der Oberfläche abheben)
Damit ein 3D-Drucker einen Körper aufbauen kann, muss sich das Programm immer wieder wiederholen und nach jedem Umfahren der Kontur die Höhe um die Schichtdicke des Auftrags erhöhen.
Daraus ergibt sich bereits bei dieser einfachen Kontur ein sehr langes Programm, das mehrere Hundert Zeilen umfassen kann. Bei komplizierteren Teilen vergrößert sich entsprechend das Programm und es ist kaum noch möglich, den Überblick zu behalten.
Daher übernimmt eine Software zum 3D-Drucken die Erstellung und es ist nicht nötig, jede Zeile selbst zu erstellen. Es ist jedoch nicht verkehrt zu wissen, was bei der Programmerstellung vor sich geht.
» Mehr Informationen2.2. So funktionieren die Schrittmotoren und der Antrieb der Achsen

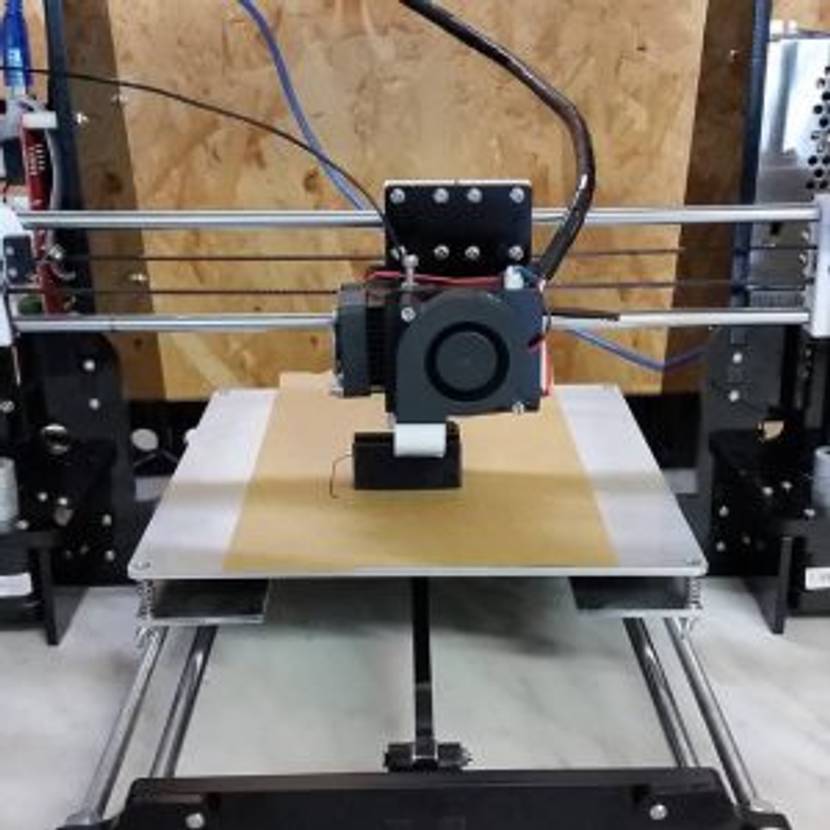
Der Schrittmotor dient der Steuerung der Achsbewegung.
Wie eingangs beschrieben, eignet sich zum Einstieg ein Bausatz, bei dem eigenhändig die Motoren und Antriebe installiert werden. So wird ihre Funktion und Arbeitsweise kennengelernt.
Der Druckkopf muss sich über drei Achsen zum Druckmodell bewegen können. Im üblichen Aufbau erfolgt eine Bewegung (X-Achse) über den Tisch und zwei Achsen (Y- und Z-Achse) über den Druckkopf.
Die Bewegung kann über unterschiedliche Formen erfolgen, benötigt aber immer einen sogenannten Schrittmotor als Antrieb. Anders als einfache Motoren, besitzen sie im äußeren Ring viele Spulenpaare, die nacheinander aktiviert den Motor Schritt für Schritt drehen lassen.
Es ist ebenso möglich, nur das nächste Spulenpaar zu aktivieren, wodurch sich der Motor in einem vorgegebenen Winkel dreht und in dieser Position stehen bleiben.
Je mehr Spulenpaare eine Schrittmotor besitzt, desto kleiner ist der Winkel eines Schrittes. Diese Schrittfunktion ermöglicht es, die exakte Position des Antriebes zu steuern, ohne die Drehbewegung zu messen oder zu prüfen.
Verdreht sich der Motor jedoch, was durch Überlastung passieren kann, besitzt er keine Möglichkeit mehr, seine Position beziehungsweise Anzahl der Umdrehungen zu überprüfen. Diese Situation wird als Schrittverlust bezeichnet.

Trapezspindel und Spindelmutter besitzen eine gute Passform, können sich aber schnell abnutzen.
In diesem Fall muss der Tisch oder Druckkopf auf seinen Nullpunkt fahren, der mittels Endschalter bestimmt wird. An dieser Stelle wird der Verfahrweg auf Null gestellt und der Schrittmotor beginnt wieder seine Umdrehungen zu zählen und damit den gefahrenen Weg zu bestimmen.
Damit der Schrittmotor den Tisch oder Druckkopf bewegen kann, muss die Drehbewegung des Motors in eine geradlinige Bewegung umgewandelt werden.
Dieses kann durch ein einen Schneckenantrieb, ein Zahnstangengetriebe sowie einem Zahnriemen oder ähnlichem erfolgen.
Die sicherste Variante stellt der Antrieb mittels Kugelrollspindel dar, wie er bei großen CNC-Maschinen genutzt wird. Der Motor dreht eine Gewindespindel, auf der sich ein Gegengewinde (Mutter) befindet, welches sich auf der Spindel bewegt und somit verschoben wird.
Die Mutter der Kugelrollspindel besitzt jedoch kein einfaches Gewinde, sondern mehrere Kugeln, die im Gewinde geführt werden und exakt auf die Spindel angepasst werden können. Daraus ergibt sich eine spielfreie Übertragung der Drehbewegung ohne Reibung und damit (fast) ohne Verschleiß. Dieser Kugelgewindetrieb ist jedoch sehr aufwändig und kommt daher seltener im 3D-Drucker zum Einsatz.
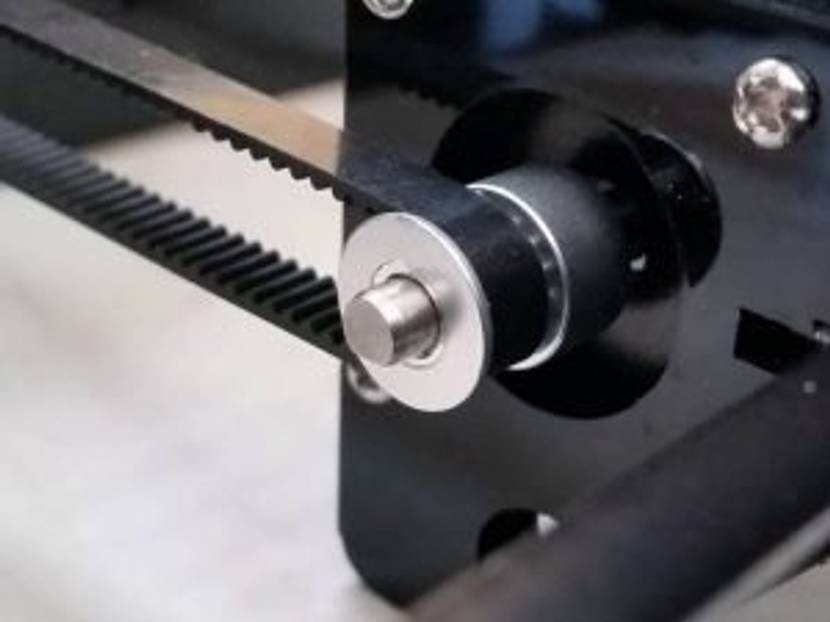
Die Bewegungsübertragung erfolgt ganz einfach mittels Zahnriemen.
Günstiger sind Trapezgewindespindeln mit Messing-Gewindebuchsen. Diese besitzen eine gute Passform, können sich jedoch abnutzen und Spiel aufweisen, wodurch der sogenannte „Umkehrfehler“ entsteht.
Recht einfach erfolgt die Bewegungsübertragung mittels Zahnriemen. Dieser sitzt motorseitig auf einer Art Zahnrad, welches formschlüssig zum Zahnriemen passt.
Dreht sich der Motor, wird der Zahnriemen exakt hin und her bewegt und zieht den Tisch oder Druckkopf in die gewünschte Position. Diese Antriebsart ist leicht umsetzbar, günstig und unterliegt einem sehr minimalem Verschleiß.
Wichtig ist jedoch die richtige Riemenspannung, um ein Umkehrspiel durch einen durchhängenden Riemen zu vermeiden.
Umkehrspiel: Besitzt ein Getriebe (egal welcher Form) Spiel, steht es bei einer Drehbewegung in einer Richtung unter Spannung und arbeitet präzise. Wird die Drehbewegung des Motors jedoch umgekehrt, muss der Motor erst das Spiel ausgleichen, ehe sich zwischen den Getriebeteilen wieder eine Spannung aufbaut und ein Teil das nächste bewegt. In dieser Zeit findet zwar eine Drehbewegung des Motors statt, die Bewegung wird jedoch erst mit Verzögerung übertragen und es entsteht ein Fehler zwischen den Umdrehungen des Motors und der tatsächlichen Bewegung des Tisches. Da dieser Fehler bei jeder Umkehrung der Drehbewegung auftritt, bezeichnet man ihn als Umkehrfehler.
2.3. Wichtige Fachbegriffe zum 3D-Druck
Das Prinzip des 3D-Drucks ist nicht schwer, um jedoch Hilfen im Netz nutzen zu können, ist es wichtig, einige Fachbegriffe zu kennen.
| Begriff | Erklärung |
|---|---|
| Filament |
|
| Extruder |
|
| Heizbett |
|
| Slicen oder Slicer |
|
| Stütz- oder Support-Material |
|
| Cura, Slic3r, Simplify3D…. |
|
| Hot End |
|
| Warp Effekt |
|
| Fused Deposition Modeling (FDM) |
|
| Layer |
|
3. Vorbereitungen für den ersten Druck: 2 Faktoren, auf die es ankommt
Nachdem Sie sich in die Materie eingearbeitet haben, brennt es Ihnen mit Sicherheit unter den Fingernägeln und Sie wollen endlich mit dem 3D-Drucken beginnen. Vor dem eigentlichen Druck stehen jedoch ein paar Vorbereitungen. Um welche es sich handelt, lesen Sie in den folgenden Abschnitten.
3.1. Das Modell: Vor dem 3D-Drucken wird ein 3D-Modell benötigt
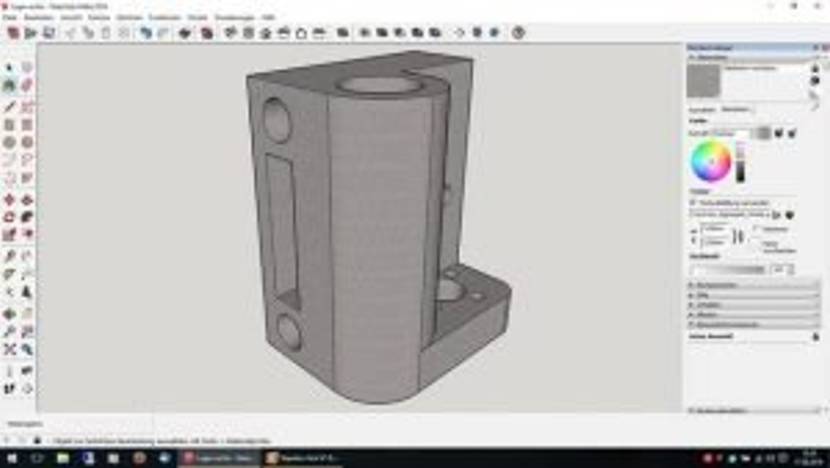
Mit SketchUp können Sie einfach und unkompliziert 3D-Modelle erstellen.
Nachdem man weiß, wie ein 3D-Drucker funktioniert, geht es an die Vorbereitung für den ersten Druck, wofür ein 3D-Modell benötigt wird. Erste Versuche lassen sich leicht im Internet laden und ausprobieren.
Wer jedoch auch eigene Werkstücke drucken möchte, steht schnell vor der Frage: Wie erstelle ich ein 3D-Modell?
Hierfür bietet das Internet viele Möglichkeiten und kostenlose Programme, die für erste und auch komplizierte Anwendungen absolut ausreichend sind. Bekannt ist SketchUp, mit dem sich recht einfach Modelle erstellen lassen.
Der Vorteil von SketchUp liegt in der intuitiven Bedienung, sodass schnell Modelle entstehen. Wer gut mit Grafikprogrammen zurecht kommt, kann auch SketchUp nutzen.
Mit der Einarbeit wird jedoch auch ersichtlich, dass SketchUp weit mehr bietet, als die anfänglich sichtbaren Funktionen. Beim tieferen Einstieg in die Materie hilft die große Verbreitung der 3D-Software. In vielen Tutorials und Videos werden die Funktionen und Möglichkeiten von SketchUp vorgestellt und erklärt.
Beim Öffnen von SketchUp zeigt sich wieder das eingangs erwähnte dreidimensionale Koordinatensystem, mit dem CNC-Maschinen arbeiten. Begonnen wird mit einer Grundfläche, die sich bereits mit zwei Klicks in die Höhe ziehen lässt und einen Körper formt.
Weitere Funktionen ermöglichen das Bilden von Absätzen, Bohrungen und Durchbrüchen. Je komplizierter das Teil wird, desto mehr Einarbeitung wird jedoch benötigt.
Schnell ist das erste Modell erstellt, welches nur noch das richtige Dateiformat benötigt, um von der Drucksoftware verarbeitet werden zu können. Geläufig sind STL und OBJ, ständig werden jedoch neue entwickelt.
Speziell SketchUp bietet für den Export (und viele andere Funktionen) Plugins an, die sich über „Fenster / Extension Warehouse“ installieren lassen. Mit dem Plugin „SketchUp STL“ ist die Software 3D-Drucken sofort in der Lage, erstellte Projekte im STL-Format zu speichern. Weitere Informationen zum Thema finden Sie in unserem Beitrag 3D-Drucker: Vorlagen, Ideen und Anleitungen auf Heimwerker.de!
- 3D-Drucker auf Amazon ansehen »
3.2. Die Software: Slicen, um ein Druckprogramm zu erstellen
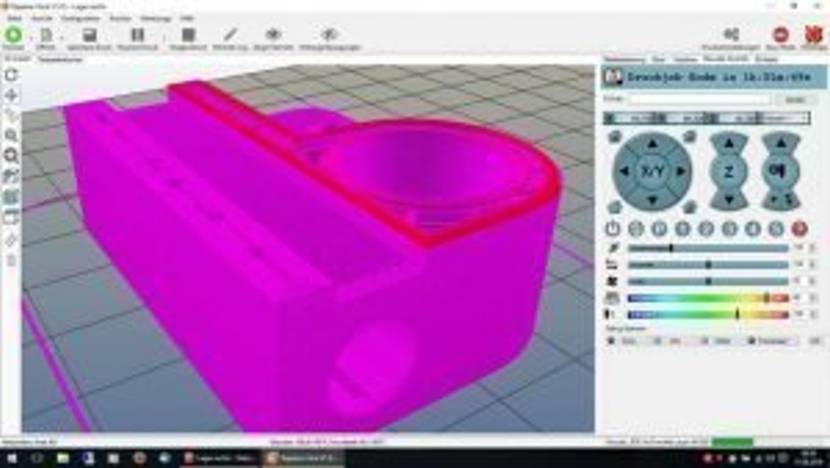
Slicer berechnen die Verfahrwege und erstellen das Programm.
Da ein 3D-Drucker Volumenkörper erstellt, müssen diese Schicht für Schicht von unten aufgebaut werden. Frei in der Luft hängende Elemente sind nicht möglich, da der verflüssigte Kunststoff beim 3D-Drucken einfach nach unten fallen würde.
Der Druck eines Körpers erfolgt daher direkt auf dem Arbeitstisch und baut sich nach oben auf. Damit der Drucker die einzelnen Schichten (Layer) aufbauen kann, muss das 3D-Modell „in Scheiben geschnitten“ und in ein druckbares Programm umgewandelt werden.
Dies geschieht durch eine Software namens „Slicer“, die zumeist im Druckprogramm bzw. der Druckeransteuerung enthalten ist.
Es gibt natürlich auch 3D-Programme, die integrierte Slice-Funktionen besitzen, Druckersteuerungen, die ein extra Slicer benötigen oder Druckprogramme, die sämtliche Funktionen vereinen. Dies muss individuell betrachtet werden, der Ablauf bleibt jedoch gleich: 3D-Modell erstellen – eventuell Format umwandeln– slicen – drucken.
Der Slicer erfüllt zusätzlich eine besondere Funktion, die den Körper sinnvoll aufbaut. Ohne diese Funktion würde ein Körper komplett mit Material gefüllt werden, was viel Filament beim 3D-Drucken verbraucht und der Stabilität nur bedingt dienlich ist.
Ein mit Waben gefüllter Körper verbraucht nur die Hälfte an Material beim 3D-Drucken, wiegt weniger und steht in der Stabilität einem Vollkörper kaum nach. Es ist daher zweckmäßig, bei Körpern nur die Außenflächen massiv zu gestalten und den Innenraum mit Profilformen zu füllen.
Hinweis: Wie die Profile aussehen und in welcher Stärke sie ausgeführt werden, lässt sich zumeist in den Einstellungen angeben. Als sehr stabil haben sich Waben mit einer Füllung von 30 bis 40 % des Vollmaterials erwiesen.
4. 3D-Drucker einstellen: 4 Tipps zum Druckvorgang
Bevor mit dem Druck begonnen werden kann, muss sich der 3D-Drucker im korrekten Zustand befinden. Lesen Sie weiter, um zu erfahren, wie Sie den 3D-Drucker richtig einstellen.
4.1. Tipp 1: Die exakte Höhe des Druckkopfes ist wichtig
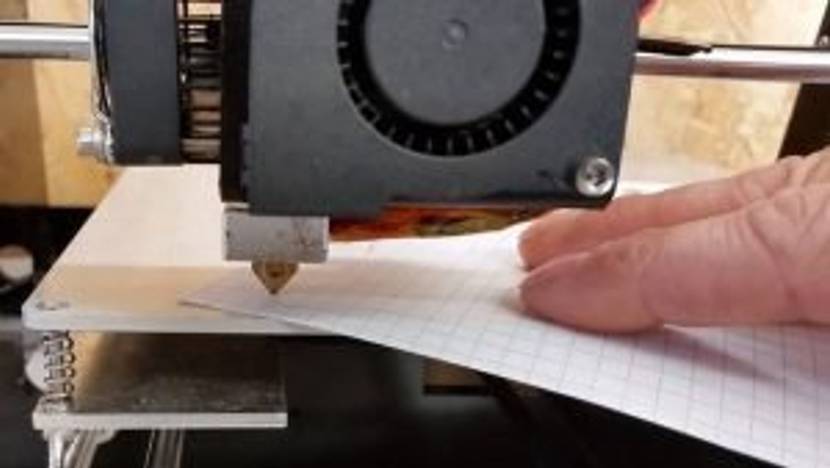
Die Kontrolle der Nullstellung erfolgt mit Papier.
In erster Linie müssen Sie auf die Referenzmaße achtgeben. Beim Startvorgang werden diese mittels Endschalter angefahren und damit der Nullpunkt des Druckers bestimmt.
So lange der Extruder nicht gewaltsam oder durch einen Fehler manuell bewegt wurde, bleiben die angefahrenen Maße erhalten und der Drucker einsatzbereit. Sind Maße verstellt, hilft das Anfahren des Referenzpunktes, um den Drucker neu zu positionieren. Dieses geschieht durch einen Neustart des Druckers oder die Anwahl der Home-Position.
Zusätzlich kann es nötig sein, die Höhe des Druckkopfes auszurichten. Wird in der Z-Achse (Höhe) der Punkt Null angefahren, muss sich die Druckspitze exakt bis maximal 0,1 mm über dem Druckbett befinden.
Prüfen lässt sich das, wenn der Extruder in jede Ecke der Druckfläche gefahren wird und sich zwischen Druckspitze und Druckplatte maximal ein Blatt Papier schieben lässt. Papier besitzt eine Stärke von 0,1 mm, daher kann es nötig sein, die Extruder-Position um 0,1 mm zu erhöhen.
Eine falsche Einstellung der Höhe kann dazu führen, dass die erste Lage des Filaments nicht auf der Druckplatte kleben bleibt (Nullpunkt zu hoch) oder beim Druck zu sehr verformt wird. Die zu niedrige Einstellung ist am Druckobjekt durch eine breit auslaufende Körperkante zu erkennen.
Tipp: Hilfreich ist aber ebenso eine Begutachtung der ersten Drucklage. Deutlich zu erkennende einzelne und nicht verschmolzene Drähte weisen auf eine zu hohe Einstellung hin. Wird das aufgetragene Filament jedoch durch eine zu niedrige Einstellung zu sehr gedrückt, baut sich zwischen den einzelnen Bahnen Grat auf. Eine Nachjustierung ist notwendig.
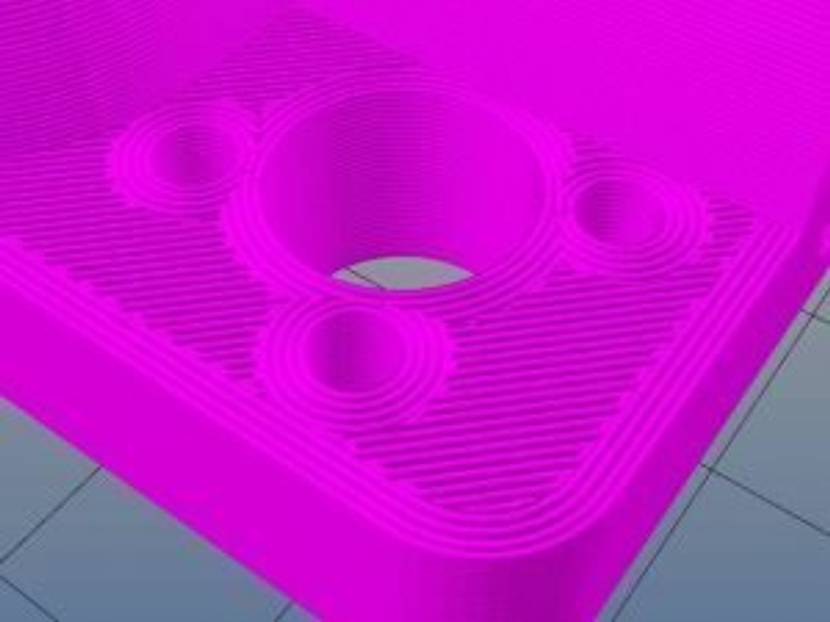
4.2. Tipp 2: Die Layerhöhe entscheidet über die Druckqualität
Jedes Druckelement besteht aus mehreren Schichten – den Layern. Hohe Layer bedeuten eine deutliche Erkennbarkeit der Schichten an den Außenfläche, minimieren jedoch die Druckzeit. Eine geringe Layerhöhe verkleinert die sichtbaren Rillen, zieht aber eine proportional höhere Druckzeit nach sich.
Gebräuchlich sind Druckdüsen mit einem Durchmesser von 0,4 mm, woraus sich eine maximale Layerhöhe von 0,4 mm ergibt. Das bedeutet, dass am Druckobjekt deutliche Rillen in einer Höhe von 0,4 mm abzeichnen.
Eine Layerhöhe von 0,2 mm erreicht bessere Ergebnisse, benötigt aber die doppelte Druckzeit. Es muss also ein Kompromiss zwischen Druckzeit und gewünschter Oberflächenqualität eingegangen werden.
Mit einer Änderung der Layerhöhe verändern sich auch die Verfahrwege im Programm, sodass die Einstellung im Slicer verändert werden muss. Der Slicer erstellt danach das passende Programm und passt die geänderten Durchflussmengen am Extruder an.

1. Mit einer Layerhöhe von 0,2 mm erreicht man gute Ergebnisse. | 2. Eine Layerhöhe 0,3 mm benötigt nicht so viel Druckzeit, liefert aber noch eine gute Qualität. | 3. Druckdüsen mit einem Durchmesser von 0,4 mm sind am gebräuchlichsten, woraus sich eine maximale Layerhöhe von 0,4 mm ergibt.
4.3. Tipp 3: Wandstärken und Füllungen bestimmen die Stabilität und Druckzeit
Ein Modell komplett mit Filament auszufüllen, würde viel Druckmaterial und Zeit verbrauchen, ist der Stabilität aber nur bedingt dienlich. Sinnvoll ist eine sparsamere Füllung (Infill) in Linien-, Viereck- oder Wabenform.
Diese erreicht eine vergleichbare Stabilität, verbraucht jedoch nur ein Bruchteil an Filament und benötigt deutlich weniger Druckzeit. Wie dicht die innere Füllung gedruckt wird, lässt sich im Slicer unter dem Punkt „Füllung“ oder „Fill density“ in Prozent angeben. 30 % ergeben eine gute Kombination zwischen Stabilität, Materialverbrauch und Druckzeit.
Da ein Druckmodell nicht nur aus einer 30 %igen Füllung bestehen kann, benötigt es eine durchgängige Außenhülle. Diese besteht aus der untersten Schicht (first Layer), den Außenlinien (Perimeters) und der obersten Deckschicht.
Die Ober- und Unterseite werden als „solid Layers“ bezeichnet und sollten etwa eine Höhe von 1 mm besitzen. Beträgt die Layerhöhe 0,2 mm, sollten demnach fünf solid Layers eingestellt werden.
Besteht die Möglichkeit, die untere und obere Deckschicht (top und bottom) separat einzustellen, kann die untere Layerhöhe auch geringer ausfallen. Wird das Objekt in seiner späteren Position gedruckt, bleibt die Unterseite also nicht sichtbar, reichen sogar eins bis zwei „bottom solid layers“.
Die Außenhülle sollte etwas stabiler sein und aus 2 bis 4 Bahnen bestehen. Größere Objekte benötigen mehr Perimeters als kleine Objekte mit vielen Konturen. Zu viele Perimeters können jedoch die Druckzeit stark ändern, da diese langsamer als die Füllung gedruckt werden.
4.4. Tipp 4: Auswahl des Filaments und Einstellung der richtigen Drucktemperatur
Die erste Entscheidung über ein gutes Druckergebnis fällt mit dem richtigen Filament. Unterschiedliche Zusammensetzungen erreichen verschiedene Eigenschaften, die für das Projekt entscheidend sein können.
Ist das richtige Filament gefunden, müssen einige Druckeinstellungen angepasst werden (s. Tabelle unten). Nicht jedes Filament schmilzt bei derselben Temperatur oder besitzt dieselben Fließeigenschaften.
Daher sind zum Filament passende Temperatur- und Vorschubeinstellungen wichtig. Diese betreffen die Temperatur am Hot End, die Temperatur des Drucktisches und den gewählten maximalen Vorschub.
5. 3D-Drucken mit Filament: Worauf muss man achten?

Filamente für den 3D-Druck gibt es in verschiedenen Formen. Spulen finden am häufigsten Verwendung.
Der vom 3D-Drucker verarbeitete Kunststoff wird Filament genannt und kann in zwei unterschiedlichen Formen genutzt werden. Häufige Verwendung finden Spulen, auf denen das Verbrauchsmaterial als dünner Draht aufgewickelt ist.
Es gibt jedoch auch Drucker, die mit Sticks – ähnlich der Heißklebepistole – arbeiten. Diese Variante findet jedoch seltener Anwendung.
Filamente gibt es mit vielen unterschiedlichen Eigenschaften von weich bis hart, fluoreszierend, mit Farbwechsel und sogar auf Holzbasis. Mit unterschiedlichen Eigenschaften ändert sich häufig jedoch auch der Preis, sodass zum Üben das günstige PLA verwendet werden sollte.
Zudem benötigt es etwas Zeit, bis alle Werte des Druckers und der Software richtig eingestellt sind. Erst dann sollte man sich an teures und sicher interessantes Filament wagen.
- Filamente für 3D-Drucker auf Amazon ansehen »
5.1. Verarbeitung von Filament
Filament auf Spulen unterscheidet sich im Durchmesser des Drahtes sowie im Material. Der Durchmesser bildet hierbei bereits ein wichtiges Qualitätsmerkmal. Da der Drucker weder die Durchflussmenge des Filaments, noch die gedruckte Masse messen kann, muss die zugeführte Menge und damit der Durchmesser des Filaments genau stimmen.
Die Zuführung erfolgt zumeist durch ein Zahnrad, welches auf das Filament drückt und mit der Umdrehung in den Hot End drückt. Dort wird das Filament erhitzt und durch eine weitere Nachführung in die Druckdüse gepresst.
Die Nachführung entscheidet somit darüber, wie viel Filament aus der Düse tritt. Schwankt der Durchmesser des Filaments, ändert sich auch das Volumen der Zuführung und damit die Menge des ausgedruckten Materials. Entscheidend für ein gutes Druckergebnis ist somit der gleichbleibende Durchmesser des Filaments.
Filament ist in unterschiedlichen Durchmessern erhältlich – gängig sind die Größen 1,75 mm und 3 mm. Welches Format genutzt wird, spielt prinzipiell keine Rolle, da der Düsendurchmesser über die aufgetragene Menge und somit über das Druckergebnis entscheidet.
Je dünner das Filament jedoch ist, um so einfacher und genauer lässt es sich dosieren. Mit einem Zentimeter Filament der Stärke 1,75 mm werden etwa 24 mm3 verarbeitet, bei einem 3 mm Filament bereits fast 70 mm3. Kleinste Schwankungen beim Vorschub des Filaments wirken sich demnach bei einem größeren Durchmesser deutlicher aus.
5.2. Filamentmaterialien für unterschiedliche Eigenschaften
Rein theoretisch lassen sich in einem 3D-Drucker alle Materialien verarbeiten, die sich bei Erwärmung verflüssigen und anschließend wieder in den Urzustand übergehen. Mit entsprechender Technik würde das sogar mit Glas, Metall und Keramik funktionieren.
Die private Verwendung beschränkt sich jedoch auf einfacher zu bearbeitende Materialien.
| Material | Beschreibung |
|---|---|
| ABS |
|
| BendLay |
|
| Laybrick |
|
| Laywood |
|
| PA |
|
| PC |
|
| PLA |
|
| PVA |
|
5.3. Verarbeitungstemperaturen verschiedener Filamente
Wie findet man die richtige Verarbeitungstemperatur für Filamente? Da verschiedene Verarbeitungsmaterialien unterschiedliche Einstellungen erfordern, damit ein perfektes Ergebnis gelingt, haben wir im Folgenden eine entsprechende tabellarische Übersicht für Sie zusammengestellt, der Sie die benötigten Informationen entnehmen können:
| Verarbeitungsmaterial Filament | Verarbeitungstemperatur Hot End | Druckgeschwindigkeit | Temperatur beheizbares Bett |
|---|---|---|---|
| ABS | 215 – 250 °C | 40 – 80mm/s | 100 – 125 °C |
| BendLay | 215 – 240 °C | 40 – 80mm/s | 90 – 115 °C |
| LAYBRICK | 170 – 200 °C | 30 – 50mm/s | 0 – 70 °C |
| LAYWOOD | 170 – 200 °C | 40 – 80mm/s | 0 – 0 °C |
| PA | 220 – 250 °C | 20 – 40mm/s | 0 – 80 °C |
| PC | 215 – 350 °C | 20 – 30mm/s | 130 °C |
| PLA | 170 – 200 °C | 20 – 40mm/s | 0 – 60 °C |
| PVA | 190 – 210 °C | 20 – 40mm/s | 0 – 60 °C |
6. Anleitung in 6 Schritten: Galvanisieren von 3D Druck-Modellen
Vor langer langer Zeit habe ich einen 3D-Drucker Bausatz getestet und vorgestellt. Das war mein Einstieg in den 3D-Druck. Seit dem ist viel durch die Druckdüse gelaufen und so manches Projekt entstanden. Etliche dienten dazu, meinen Drucker zu verbessern und zu optimieren.
Gezwungener Maßen und auch aus Interesse habe ich mich nebenbei auch mit der 3D-Zeichnung beschäftigt, sodass viele Projekte nicht nur selbst gedruckt, sondern auch selbst geplant, entworfen und gezeichnet wurden. Kurz, es macht tierischen Spaß.
Bisher waren es allerdings hauptsächlich praktische Dinge und die Farbe war größtenteils egal. Interessant werden langsam aber auch Dekostücke und persönliche Geschenke.
Die 3D-Figuren zu beschichten oder gar zu vergolden hat schon seinen Reiz: Neben dem 3D-Druck ein interessantes Hobby. Noch interessanter wird aber sicher die Kombination aus beidem. Das möchte ich nun probieren.

Als Deko-Stück oder personalisiertes Geschenk machen vergoldete 3D-Modelle besonders viel her..
6.1. Schritt 1: Kunststoff galvanisieren
Um es einfach auszudrücken – galvanisieren hat was mit Strom zu tun, bei dem Metallionen aus einer Flüssigkeit oder einem „Opfermetall“ auf ein anderes Stück übertragen werden. Bekanntlich leitet Kunststoff aber keinen Strom und so kann das rein theoretisch auch nicht funktionieren. Genau das macht die Sache ja so spannend und interessant.
Gemeinsam mit Tifoo, die sich bereits ausgiebig mit dem Galvanisieren von Kunststoff beschäftigt haben, möchte ich jetzt ebenfalls das Thema angehen und die Ausdrucke meines 3D-Druckers beschichten.
Hierfür habe ich ein umfangreiches Set, mit dem ich verkupfern, vernickeln und sogar vergolden kann. Oder zumindest können sollte. Ich gehe davon aus, dass schon etwas Übung nötig sein wird, bis ich perfekte Ergebnisse in der Hand halte.

1. Genutzt wird der 3D-Drucker Anet A8. | 2. Um den 3D-Druck zu verkupfern, zu vernickeln und zu vergolden, benötigt man ein umfangreiches Set.
6.2. Schritt 2: Vorbereitung zum Galvanisieren von Kunststoff
Wie eingangs beschrieben, ist es beim Galvanisieren nötig, dass die Oberfläche des beschichtenden Gegenstandes elektrischen Strom leitet. Das ist bei dem Ausdruck aus einem 3D-Drucker nicht der Fall.
Das gewünschte Objekt (MakerBot Gnome von thingiverse.com) muss also entsprechend vorbereitet werden. Hierzu nutze ich aus dem Set zum Galvanisieren das Silberleitlack-Spray. Dieses wird wie übliches Lackspray verwendet, beinhaltet jedoch hochleifähiges Silber und schafft somit eine elektrisch leitende Oberfläche.

1. Der Zwerg kommt frisch aus dem 3D-Drucker. | 2. Versehen Sie den Gegenstand mit einem Haken zum Aufhängen und fetten Sie ihn ein.
Zusätzlich brauchen wir noch eine leitende Aufhängung für unseren kleinen Zwerg und muss dieser gründlich entfettet werden. Hierfür habe ich ganz normalen Entfetter (Silikonentferner) verwendet, ihn aber auch schnell wieder abgewaschen. Ich bin mir nicht ganz sicher, ob das PLA davon angegriffen wird.
Dann kann es auch schon losgehen und der Zwerg bekommt etwas Farbe. Nicht zu viel auf einmal, sonst gibt es Nasen, aber auch nicht zu wenig, damit die gesamte Oberfläche leitfähig wird.
Anschließend wird er zum Trocknen aufgehangen. Da ich eh häufig lackiere, hängen hier bereits einige gebogene Schweißdrähte in unterschiedlichen Größen.

1. Tragen Sie eine gleichmäßige Schicht Silberleitlack auf. | 2. Anschließend muss der Zwerg 30 min zum Trocknen abhängt werden.
6.3. Schritt 3: Kunststoff mit Kupfer galvanisieren (verkupfern)
Nach der Trocknungszeit geht es endlich los und ich werde das erste Mal selber galvanisieren. Im Galvanisierungs-Set war ein größeres und ein kleineres Becken zur Badgalvanik enthalten.
Wie es sich für einen Zwerg gehört, reichte ihm das kleinere und ich habe alles nach Anleitung (neben einer PDF gibt es etliche Videos bei Tifoo) aufgebaut und das Galvanikbad unter Spannung gesetzt.
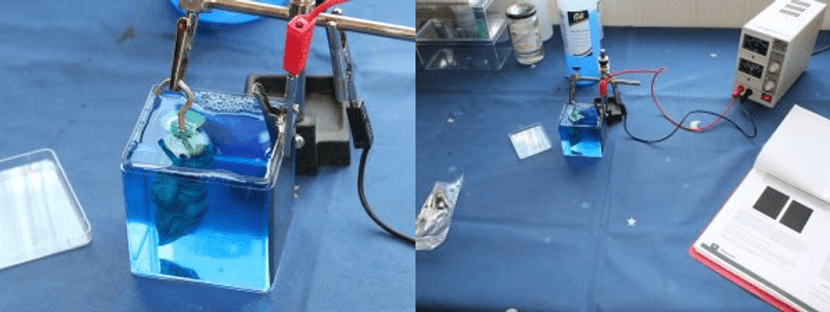
1. Das Galvanikbad steht unter Spannung. | 2. Bevor etwas passiert, müssen Sie sich eine Weile in Geduld üben.
Bereits nach kurzer Zeit ist zu sehen, wie sich das Kupfer auf dem kleinen Zwerg absetzt. In der Anleitung zum Galvanisieren hatte ich aber auch gelesen, dass die kleinen Kupferpartikel ziemlich geradlinig zwischen den angeschlossenen Polen, also Kupferplatte und Zwerg, wandern.
Bei der ersten Begutachtung wird das deutlich erkennbar. Die Front des Zwerges und hervorstehende Formen haben eine gute Kupferschicht erhalten – weiter innen liegende Stellen und die Rückseite zeigen noch den Silberleitlack. Hier wird bereits deutlich, dass es gar nicht so einfach ist, komplizierte Formen zu verkupfern.
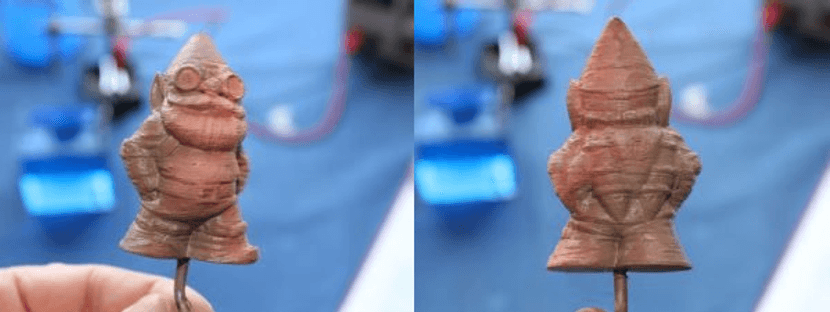
1. Vorne ist der Zwerg ungleichmäßig beschichtet. | 2. Hinten ist der Zwerg leider nur gering beschichtet.
Laut Anleitung sollte man möglichst zwei gegenüberliegende Kupferplatten im Galvanikbad nutzen, um einen gleichmäßigeren Auftrag zu erhalten. Das kann ich nun bestätigen und habe den Zwerg daher wieder baden geschickt und in regelmäßigen Abständen gedreht.
Wenn ich mich weiter dem Hobby hingebe, werde ich darüber nachdenken, mir einen Motor für Spiegelkugeln zuzulegen. Damit sollten sich perfekte Ergebnisse erzielen lassen.
6.4. Schritt 4: Wie beim Sonnenbad – wenden verbessert das Ergebnis!
Aber auch schon durch mein Drehen ist das Ergebnis recht gut geworden, wie das erste Bild zeigt. Vom Glanz des Glanzkupferelektrolyts sah man allerdings nicht so viel.
Ich habe dann ein sehr feines Schleifpad genommen und mal leicht an der Zipfelmütze gerubbelt. Tatsächlich wurde es glänzender.
Durch die feinen Rillen der Layer (Schichten beim 3D-Druck) wird es allerdings kaum möglich sein, eine gleichmäßig glänzende Schicht zu erreichen. Hierfür ist die Oberfläche einfach zu uneben. Vielleicht brauche ich aber einfach nur mehr Übung.

1. In dem man den Gegenstand dreht, wird die Kupferschicht gleichmäßiger. | 2. Mit etwas Rubbeln wird es glänzend.
Kurze Info: Eventuell sollte ich erwähnen, dass sich der Beitrag bereits seit einem Monat zieht. Das liegt einfach daran, dass ich natürlich auch andere Verpflichtungen habe und mich auch erst in das Thema einarbeiten muss. Das hat aber auch den Vorteil, dass ich lerne, wie die nächsten Bilder zeigen.
6.5. Schritt 5: Nach einigen Versuchen werden die Ergebnisse besser
Inzwischen habe ich einiges probiert und gelesen. Kompliziert empfand ich dabei die Bestimmung der Stromstärke in Abhängigkeit der Oberfläche des Objektes. Vorgabe beim Glanzverkupfern ist beispielsweise eine Spannung von 0,8 bis 1,5 V und eine Stromstärke von 50 mA je cm2.
Ich habe danach eine Spannung von 1,2 V eingestellt, das Objekt ins Bad getaucht und anschließend eine offensichtlich zu niedrige Stromstärke gewählt. Diese Erkenntnis kam bei einem Druck mit einem neuen 3D-Drucker für einen Testbericht (bald online).
Um ihn zu prüfen habe ich den Würfel zur Achsen-Kontrolle gedruckt. Da er exakt 2 x 2 x 2 cm sein sollte, kann die Oberfläche leicht berechnet werden. 2 x 2 cm x 6 Seiten macht 24 cm2. Die Daten habe ich in den Bedarfsrechner von TIFOO eingegeben und mir wurden 1200 mA angezeigt. Eingestellt, ausprobiert und tada: Das Ergebnis war schon ein ganz anderes.
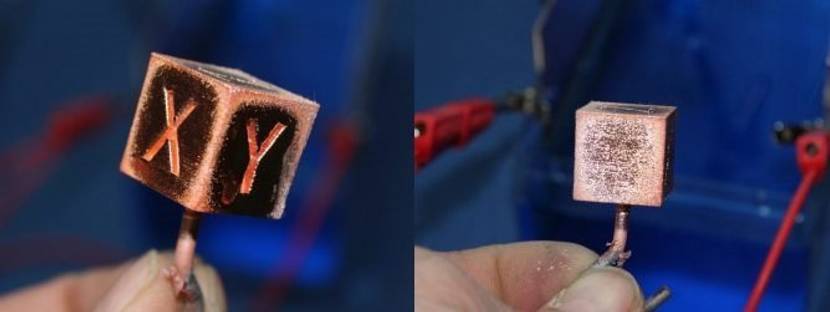
1. Das nächste Versuchsobjekt ist ein Würfel. | 2. Das erste Ergebnis ist noch nicht ganz perfekt.
Noch nicht ganz perfekt, da nur die mittleren Bereiche einen Glanz aufwiesen, aber ok, das sieht schon anders aus. Jetzt konnte ich zumindest erkennen, dass doch eine deutlich höhere Stromstärke als gedacht benötigt wird.
Das Abschätzen der Fläche von unförmigen Teilen wird dadurch aber auch nicht einfacher. Dann habe ich etwas gefunden, was meine Ergebnisse deutlich verändern sollte – in der Anleitung zum Netzteil steht:
Drehen Sie dazu nun den Stromregler (Ampere, „A“) auf Maximum. Es wird noch kein Strom fließen. Drehen Sie dann ganz langsam den Spannungsregler (Volt, „V“) auf. Mit steigender Spannung steigt auch der Strom an.
Das heißt, ich brauche die Stromstärke gar nicht berechnen. Stromstärke voll auf, anschließend die gewünschte Spannung einstellen und die Stromstärke regelt sich automatisch.
Das ergab völlig neue Möglichkeiten, aber auch Grenzen durch eine beschränkte Leistung des Netzteils. Das nächste Objekt begeisterte mich total, scheint aber auch das Limit zu sein.
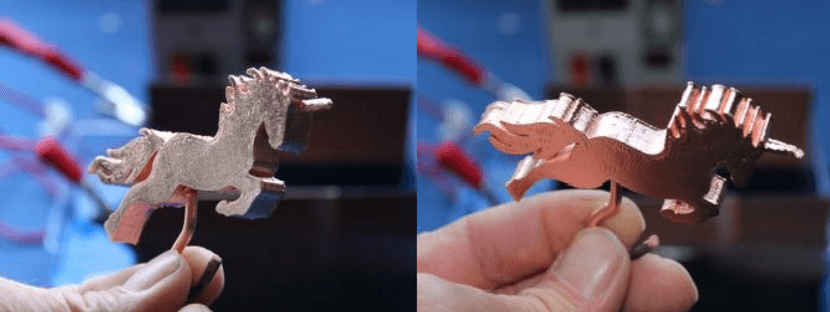
1. Das nächste Resultat kann sich sehen lassen. | 2. Je mehr Leistung, desto stärker der Glanz-Effekt!
Nach der genannten Methode der Spannungsanzeige ging der Stromstärkenzeiger direkt an den Anschlag. Ich denke, mit etwas mehr Leistung wäre der Glanz noch besser, aber auch so sieht es wirklich klasse aus.
Meine Mädels rissen mir das Einhorn sofort aus den Händen. Der Drucker läuft schon – habe ja zwei Töchter. 🙂
6.6. Schritt 6: Vernickeln und vergolden von 3D-Druck Modellen
Die anschließenden Versuche den Würfel zu vernickeln und zu vergolden funktionierten zwar, das Ergebnis war aber nicht so berauschend. Das lag allerdings an der nicht so erfolgreichen Vorarbeit.
Nickel und Gold glänzten nur da, wo auch vorher die Kupferschicht glänzte. Ist die Oberfläche nicht perfekt, darf man auch bei weiteren Beschichtungen keine Wunder erwarten.
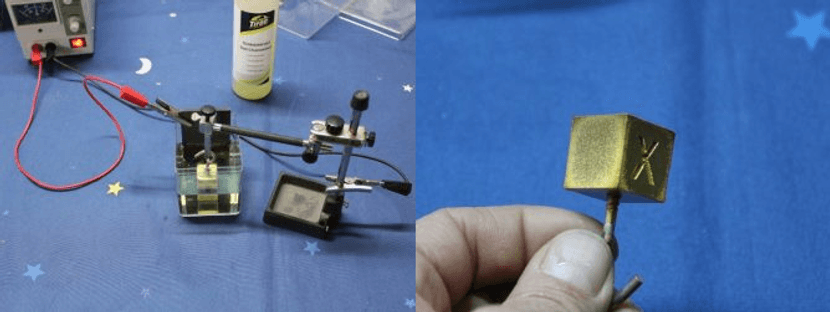
1. Der Würfel kommt ins Goldbad. | 2. Da die Vorarbeit nicht so gelungen war, ist das Ergebnis leider nicht so berauschend.
Aber jetzt: Ich verbringe ja viel Zeit mit meinem Schwiegervater (Lackierer) in der Werkstatt und er lässt sich auch für solche Sachen begeistern. Zumindest „mal so aus Spaß“. Er brachte mir jedenfalls einen Schlüsselanhänger als Lackierpistole, die er irgendwann mal als Auszeichnung bekommen hat. Aus dem Edelstahl sollte Gold werden. Klar, mache ich doch.
Edelstahl zu galvanisieren geht jedoch nicht so einfach. Wenn ich das richtig verstanden habe, bildet Edelstahl eine „Schutzschicht“, die das Rosten aber eben auch das Galvanisieren verhindert.
Daher muss Edelstahl mit dem Galvano-Aktivator (Säure) vorbehandelt und anschließend eine Sperrschicht (Nickel) aufgebracht werden. Dank meiner bisher gesammelten Erfahrungen kann das Ergebnis absolut begeistern. Je besser die Ergebnisse werden, desto mehr Spaß macht das Galvanisieren.

1. Der Anhänger muss mit Säure vorbehandelt werden. | 2. Aus Edelstahl wird Gold: Das Experiment ist gelungen.
6.7. Fazit zum Galvanisieren von Kunststoff
Kunststoffe oder eben 3D-Druck Modelle selbst zu verkupfern, vernickeln oder zu vergolden, ist kein Wunderwerk. Es ist aber ebenso kein Kinderspiel. Vielleicht vergleichbar mit dem 3D-Druck selbst. Zwar kann man schnell erste Ergebnisse sehen, wirklich gut wird es aber erst mit der Zeit und etwas Übung.
Leider musste ich aber auch feststellen, dass das Netzteil eine entscheidende Rolle spielt. Hier sollte man nicht zu sparsam sein und lieber in ein etwas kräftigeres investieren: Mit maximal 2 Ampere darf das zu galvanisierende Werkstück nicht zu groß sein.
7. FAQ: Antworten auf häufige Fragen zum Thema „3D-Drucken“
7.1. 3D-Figuren drucken: Woher bekomme ich kostenlose Vorlagen für 3D-Drucke?
Um Figuren und Modelle mit dem 3D-Drucker zu erstellen, kommen Sie um die Nutzung eines entsprechenden Grafik-Programmes nicht herum: Alle Modelle, die Ihr 3D-Drucker bauen soll, müssen vorher am Computer erstellt werden. Im Internet finden Sie verschiedene Foren und Portale, wo Nutzer kostenlose Vorlagen für Figuren und Modelle zum 3D-Drucken zur Verfügung stellen. Die aus unserer Sicht empfehlenswertere Variante ist die Nutzung von SketchUp.
» Mehr Informationen7.2. Für wen ist 3D-Drucken geeignet?
Es ist zwar kein Kinderspiel, aber mit etwas technischem Sachverstand und der Bereitschaft, sich mit der Materie auseinanderzusetzen, ist 3D-Drucken auch für Anfänger zuhause umsetzbar.
» Mehr Informationen7.3. Welches ist das beste Filament zum 3D-Drucken?
PLA-Filament gehört zu den gängigsten und bei den Nutzern beliebtesten Filamenten zum 3D-Drucken. PLA hebt sich als Material vor allem deswegen von anderen Filamenten ab, weil es sich dabei um einen biologisch abbaubaren und somit umweltfreundlichen Kunststoff handelt. Zum 3D-Drucken ist neben PLA auch das Filament ABS sehr beliebt, allerdings ist die Handhabung dieses Materials beim 3D-Drucken schwieriger, obwohl es bessere Materialeigenschaften aufweist als PLA.
» Mehr InformationenVideos mit Anleitungen und Rezensionen zu 3D-Drucker-Filament
In unserem neuesten Video „Das BESTE ALLROUND-FILAMENT welches wir empfehlen!“ teilen wir nach 8 Jahren intensiver 3D-Druck Erfahrung unser ultimatives Geheimnis für die perfekten Druckergebnisse. Mit GREENTEC Pro haben wir endlich das ideale Filament gefunden, das unsere Erwartungen in jeder Hinsicht übertrifft.
Egal ob für den professionellen Einsatz oder als Hobby-Drucker, das GREENTEC Pro Filament überzeugt mit seiner herausragenden Qualität und vielseitigen Anwendungsmöglichkeiten. Ob hochdetaillierte Modelle oder funktionelle Prototypen, dieses Filament erfüllt alle Anforderungen und garantiert erstklassige Ergebnisse.
Mit unserer langjährigen Erfahrung wissen wir, wie entscheidend die Wahl des richtigen Filaments für den Erfolg eines 3D-Druck
Bildnachweise: © Riccardo Düring - heimwerker.de, Adobe Stock/Patrick Daxenbichler, '3D-Druck – Von SketchUp zum 3D-Modell': Riccardo Düring - heimwerker.de, 'Beispiel eines ': Riccardo Düring - heimwerker.de, 'Deutlich sind die Verfahrwege des Druckers zu erkennen': Riccardo Düring - heimwerker.de, 'Schrittmotor zum Steuern der Achsbewegung': Riccardo Düring - heimwerker.de, 'Trapezspindel und Spindelmutter': Riccardo Düring - heimwerker.de, 'Bewegungsübertagung mittels Zahnriemen': Riccardo Düring - heimwerker.de, 'Mit SketchUp erstelltes Modell': Riccardo Düring - heimwerker.de, 'Ein Slicer berechnet die Verfahrwege und erstellt das Programm': Riccardo Düring - heimwerker.de, 'Kontrolle der Nullstellung mit Papier': Riccardo Düring - heimwerker.de, 'Filamente für den 3D-Druck': Riccardo Düring - heimwerker.de, 'Layerhöhe 0,2 mm': Riccardo Düring - heimwerker.de, 'Layerhöhe 0,3 mm': Riccardo Düring - heimwerker.de, 'Layerhöhe 0,4 mm': Riccardo Düring - heimwerker.de, '3D-Druck – Von SketchUp zum 3D-Modell': Riccardo Düring - heimwerker.de, 'Beispiel eines ': Riccardo Düring - heimwerker.de, 'Deutlich sind die Verfahrwege des Druckers zu erkennen': Riccardo Düring - heimwerker.de, 'Schrittmotor zum Steuern der Achsbewegung': Riccardo Düring - heimwerker.de, 'Trapezspindel und Spindelmutter': Riccardo Düring - heimwerker.de, 'Bewegungsübertagung mittels Zahnriemen': Riccardo Düring - heimwerker.de, 'Mit SketchUp erstelltes Modell': Riccardo Düring - heimwerker.de, 'Ein Slicer berechnet die Verfahrwege und erstellt das Programm': Riccardo Düring - heimwerker.de, 'Kontrolle der Nullstellung mit Papier': Riccardo Düring - heimwerker.de, 'Filamente für den 3D-Druck': Riccardo Düring - heimwerker.de, 'Layerhöhe 0,2 mm': Riccardo Düring - heimwerker.de, 'Layerhöhe 0,3 mm': Riccardo Düring - heimwerker.de, 'Layerhöhe 0,4 mm': Riccardo Düring - heimwerker.de (chronologisch bzw. nach der Reihenfolge der im Kaufratgeber verwendeten Bilder sortiert)
















Der Beitrag ist sehr gut für mich als Anfänger im 3D Druck. Großes Lob.
aber…. ich vermisse das Thema Lüftung.
Ich hab am Anet A8 Plus 2 Lüfter. Mein Problem habe ich den richtigen gesteuert.?
wenn ich angebe Kühlung 80% welcher sollte gedrosselt laufen welcher nicht.
Kühlung Objekt läuft bei mir immer 100%
wo muss ich kühlen und wo nicht ( Beispiel ABS eigendlich nicht )
Anders Thema sind Druckplatten Haftung Glas, GFK, Kleber oder anderes.
Schöne Erklärungen und gut verständlich geschrieben, Weiter so, bitte.
Auch für einen Anfänger auf diesem Gebiet ist alles einleuchtend und nachvollziehbar beschrieben.
Man sollte vielleicht darauf hinweisen (für 3D-Neulinge) dass man um englische Sprachkenntnisse bzw. um ein Übersetzerprogramm englisch-deutsch nicht umhin kommt.
Bin gerade dabei einen Anet a8 zu montieren. Der Bausatz kostet aktuell auf einem der größten deutschsprachigen Onlinemarktplätzen ca 180,- €.
Aber bis ich alle gewünschten Optimierungen umgesetzt habe, werde ich mit Sicherheit über 800,- in dem Projekt versenkt haben (neuer 3d-fähiger PC noch nicht eingerechnet).
Also ich würde mal sagen, auch jemand, der schon einen leistungsfähigen PC besitzt, sollte mindestens über ein Budget von über 500,- verfügen.
Hallo Vrabac,
deine Kalkulation kann ich in keinem Fall nachvollziehen.
Ein besonderer „3D-fähiger“ PC wird nicht benötigt. Jeder normale Rechner ist in der Lage, den Drucker anzusteuern.
Abgesehen von einem neuen Netzteil, Mosfet und ein paar Kabelschuhen muss kein Zubehör gekauft werden. Sinnvolle Optionen, wie Riemenspanner oder eine besser Verteilung der Kühlungsluft lässt sich drucken. Fertige Druckvorlagen sind endlos im Netz zu finden.
Viele Grüße
Ricc